EMR
32 bis, route de Colmar
68500 Guebwiller
Est Métal Réparation
Agrafage - Soudure
EMR
32 bis, route de Colmar
68500 Guebwiller
Est Métal Réparation
Agrafage - Soudure
La réparation mécanique par procédé métalock permet de résoudre des problèmes que la soudure ne permet pas.
Les réparations étant effectuées à froid, donc sans déformation du métal et sans aucune modification de ses qualités. Les tensions consécutives aux déformations sont évitées.
Les réparations possèdent une bonne élasticité et ont une bonne résistance à la traction.
Le procédé métalock s’applique sur tout les métaux :
- Fonte, acier, aluminium, bronze et alliages...
L’outillage et le matériel employés sont peu encombrants et facilement transportables, cela permet des interventions rapides et des réparations sur sites.
Nous réparons tous types de matériaux, cassés, fissurés ou fracturés.
Blocs-moteurs, compresseurs, bâtis et châssis de machine, coulisseaux de presse, engrenages, volants de presse, boîtes de vitesse , Carters, roues dentées, culasse, etc…
EMR a de nombreuses références en France et à l’étranger et nos équipes de techniciens sont à votre service pour des interventions sur site ou dans nos ateliers. Nous garantissons toutes pièces ou installations réparées par nos soins.
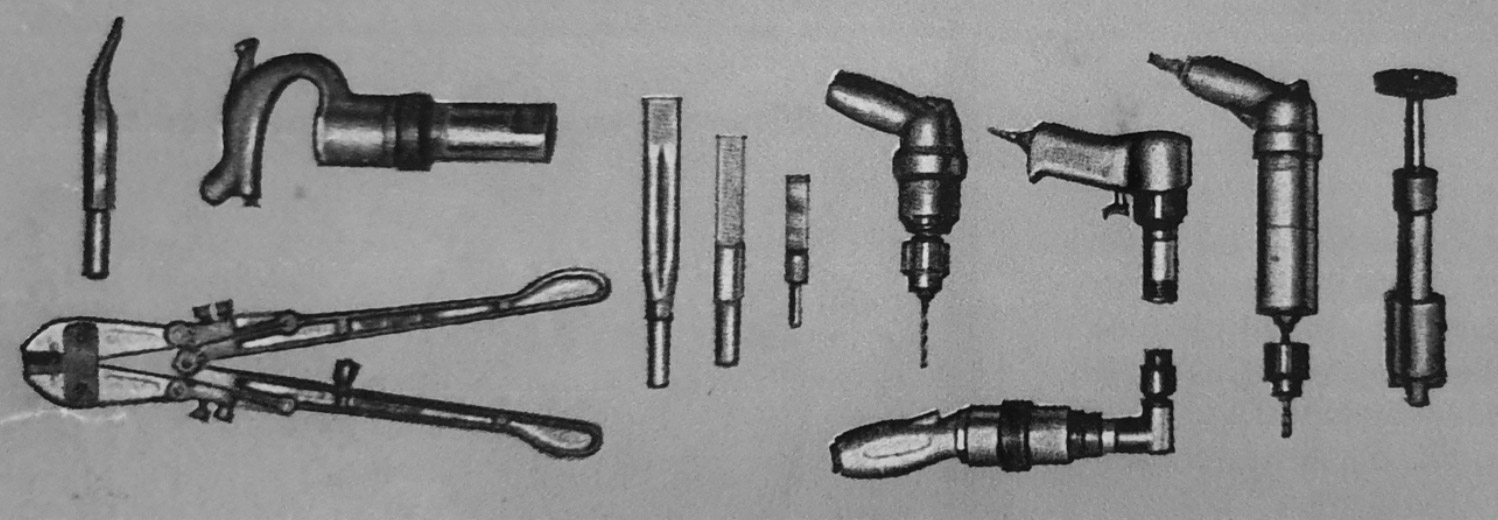
Le procédé « Metalock » est une méthode précise et mécanique que l’on applique pour la réparation à froid des pièces de machine en métaux et en fonte. Les diverses techniques employées pour les réparations sont illustrées ci-dessous.
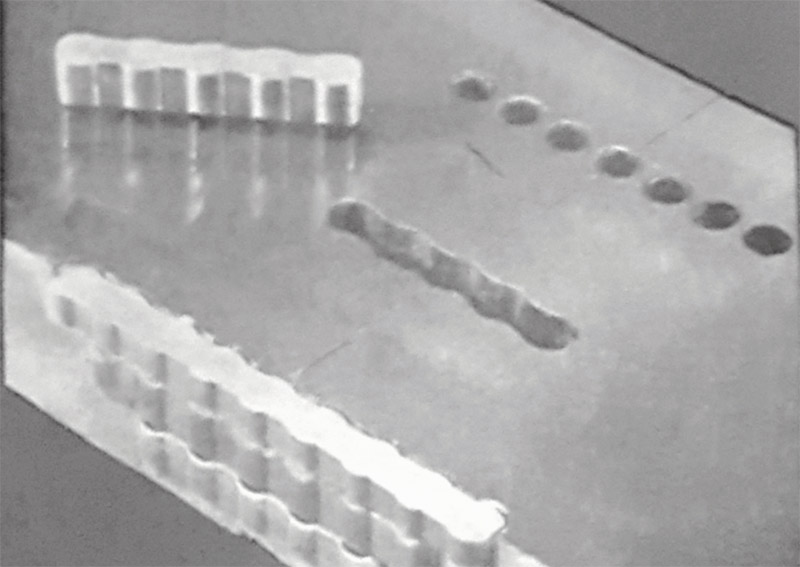
Un perçage perpendiculaire à la fissure est effectué à l’aide d’un gabarit, les agrafes sont insérées et matées à froid dans leur logement qui épouse la forme exacte de celles-ci transversalement à la fracture.
Après le matage l’alliage des agrafes possède une résistance la traction de 80kg/mm², soit plus de 3 à 6 fois celle de la fonte.
Les résistances à la traction et au cisaillement du métal qui composent ces agrafes étant exactement connues, il est facile de déterminer le nombre d’agrafes à insérer pour rendre la résistance à une pièce en fonte endommagée.
Les agrafes susmentionnées sont faites d’un alliage à haute résistance, qui convient à tous les cas de réparation, même pour des pièces soumises aux actions corrosives et aux températures élevées.
Dans le dernier cas, un coefficient de dilatation des agrafes convenablement choisi empêche la fracture de se rouvrir lors de l’échauffement de la pièce en fonte.
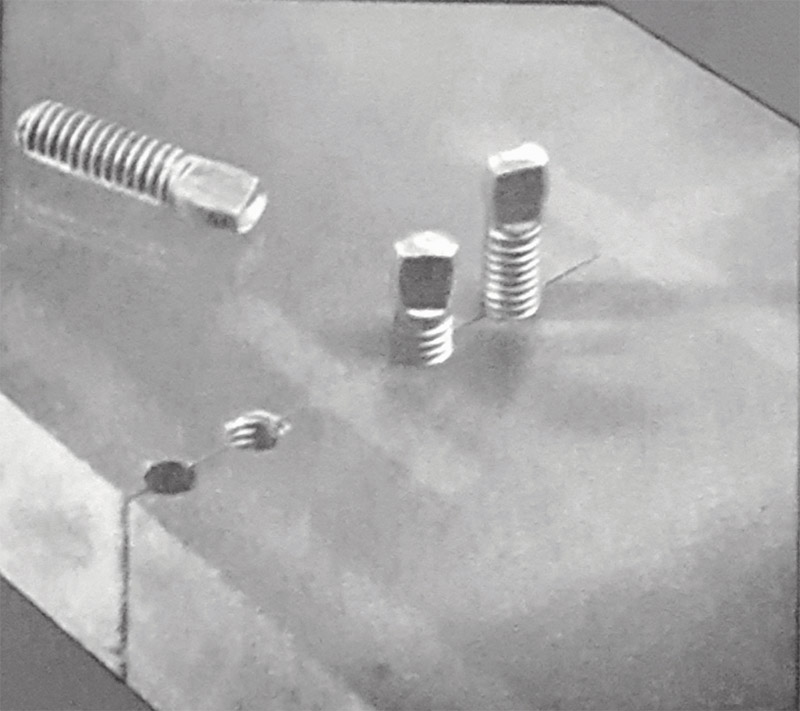
Les trous sont percés et filetés tout le long de la fracture et les vis « Metalace » sont placées tangentiellement entre elles et matées à froid. La composition en alliage spécial garantie l’étanchéité parfaite des fractures réparées, même à un liquide ou un gaz sous hautes pressions.
Les vis « Metalace » utilisées concurremment avec les agrafes confèrent une grande rigidité à toutes les réparations d’agrafage et permettent la réalisation de joints résistants aux efforts et aux pressions.
Les « Masterlocks » sont enfoncés dans la fonte et sont maintenus en place par des tétons spéciaux travaillés à froid dans des demi-trous correspondants entre le métal de base et la plaque en alliage.
Les dimensions et la forme des plaques d’ancrage peuvent varier suivant les exigences particulières de chaque réparation.
Les diverses combinaisons Agrafe-Métalace-Masterlock du procédé « Metalock » permettent de résoudre pratiquement n’importe quel problème de réparation des pièces en fonte.
Cependant, chaque travail peut constituer un problème individuel mécanique et les réparations Metalock ne sont effectuées que par des ouvriers spécialisés dans ces techniques.
(Cf: Process Metalock® est une marque déposée par EMR SARL qui désigne l’agrafe destinée à la réparation à froid des métaux.)

Réparation bloc moteur par agrafage Metalock. EMR répare tous moteurs fissurés.
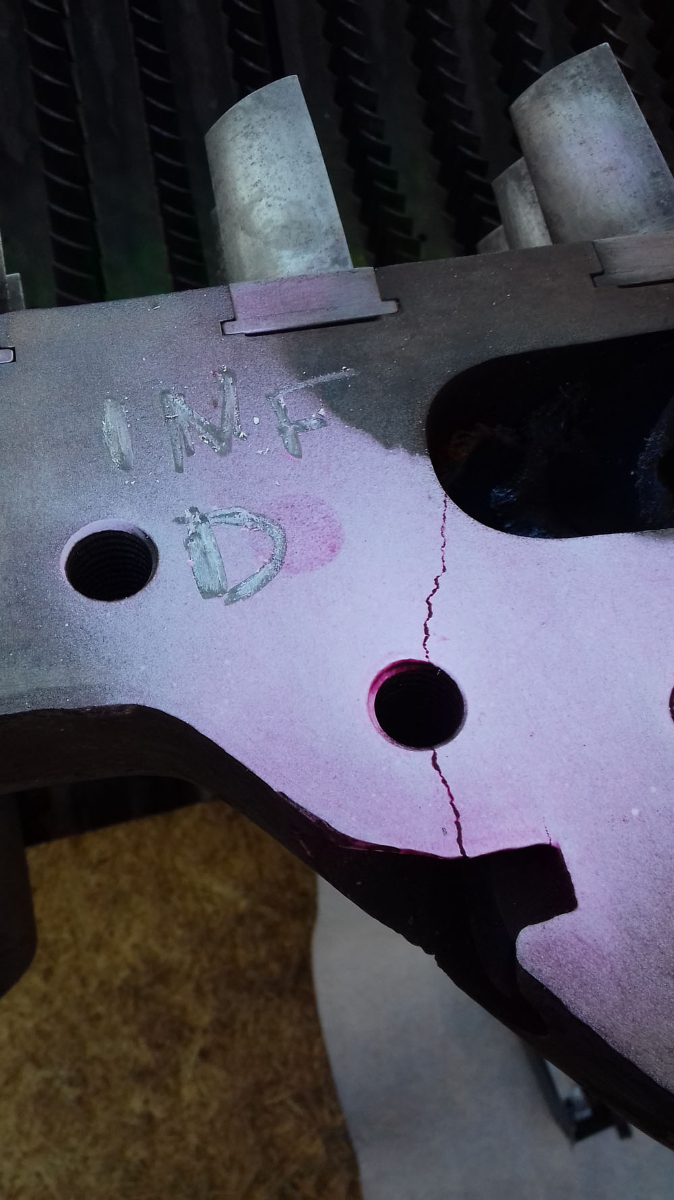
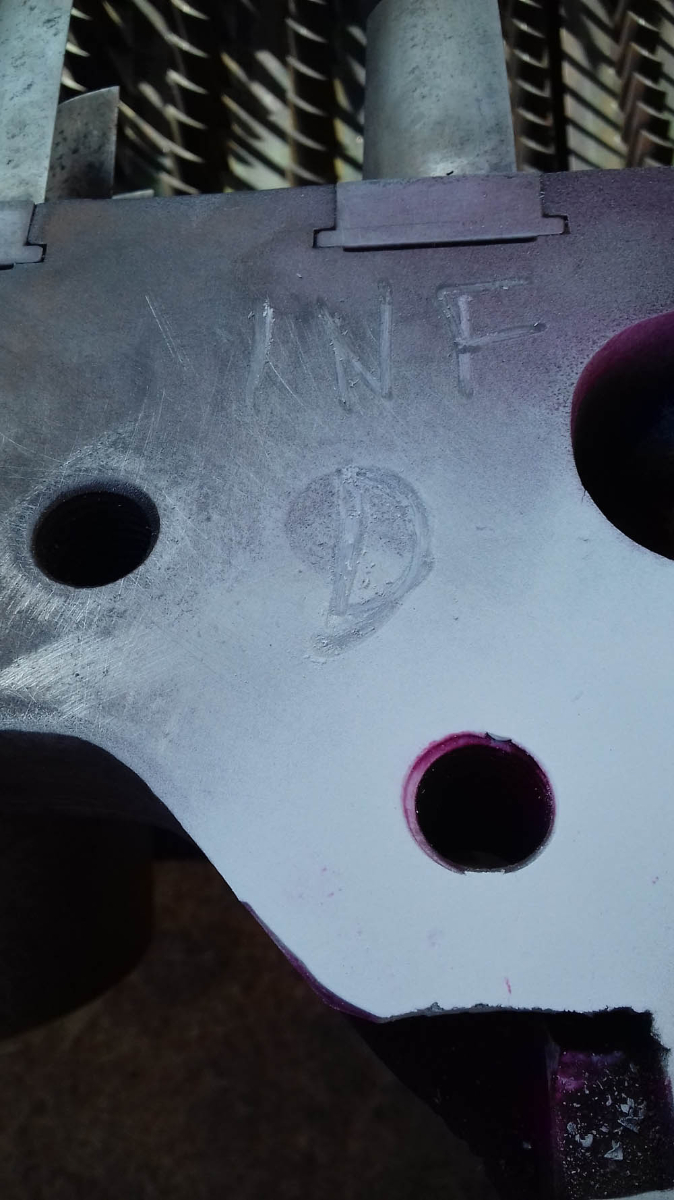
Réparation d'un corps de turbine par agrafage procédé Metalock, contrôle ressuage, travaux réalisés au Sénégal.

Perçage logement d'agrafe.

Mise en place des agrafes.

Chaînage de la fissure. (vis metalace)

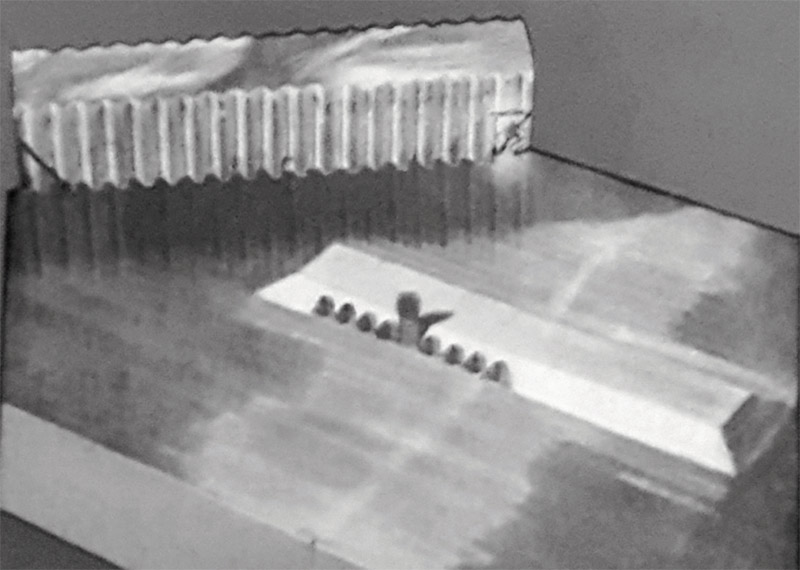
Matage de l'agrafe et des vis.
Finition par matage et contrôle ressuage final.

Agrafage des fissures (procédé Metalock) du châssis en fonte de la turbine

Agrafage des fissures sur châssis de la turbine, travaux réalisés en suisse
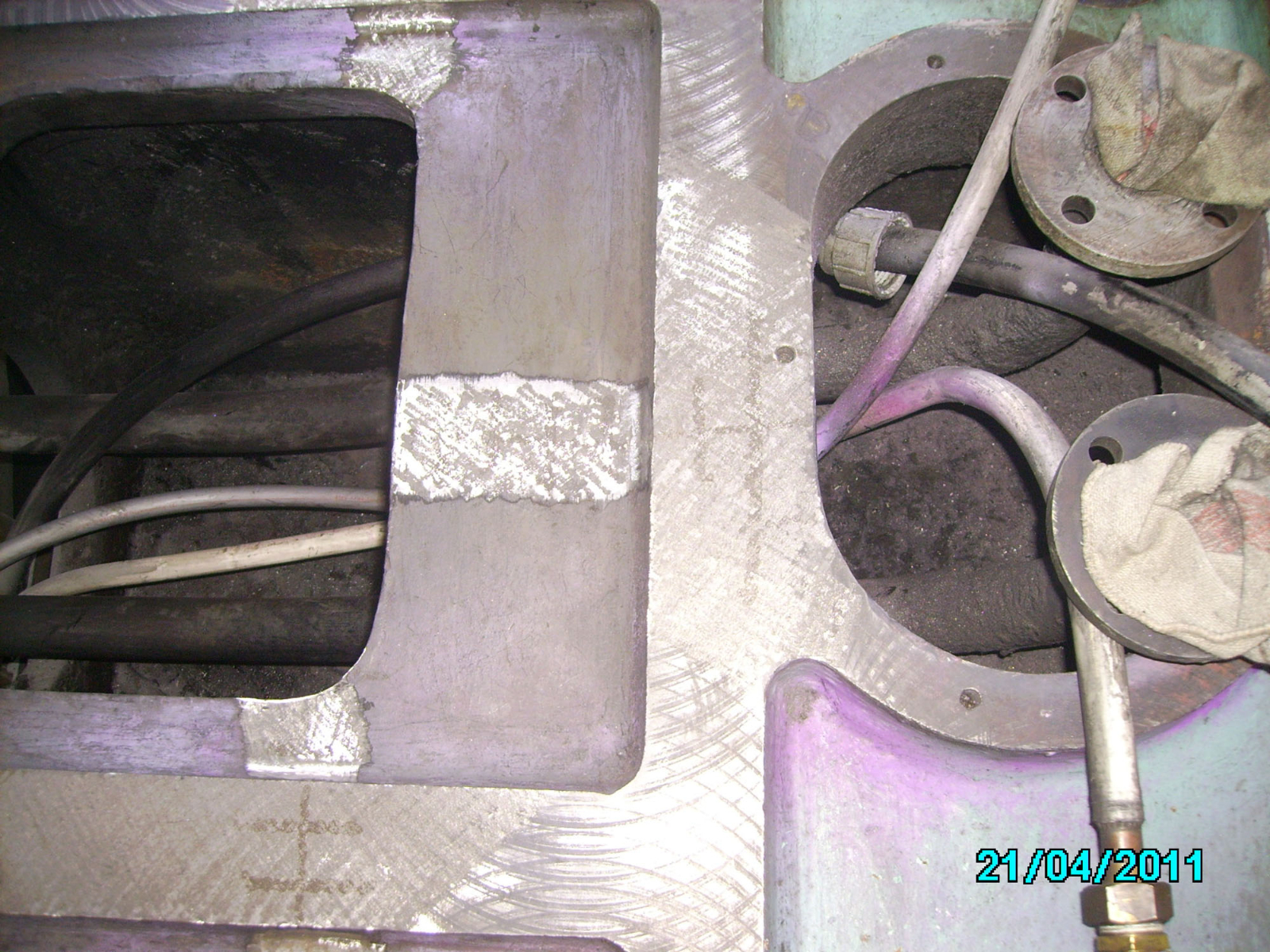
Finition par meulage et ajustage a la pierre avec contrôle planéité, travaux réalisés en suisse

Agrafage et chainage du châssis de la turbine travaux réalisés en suisse

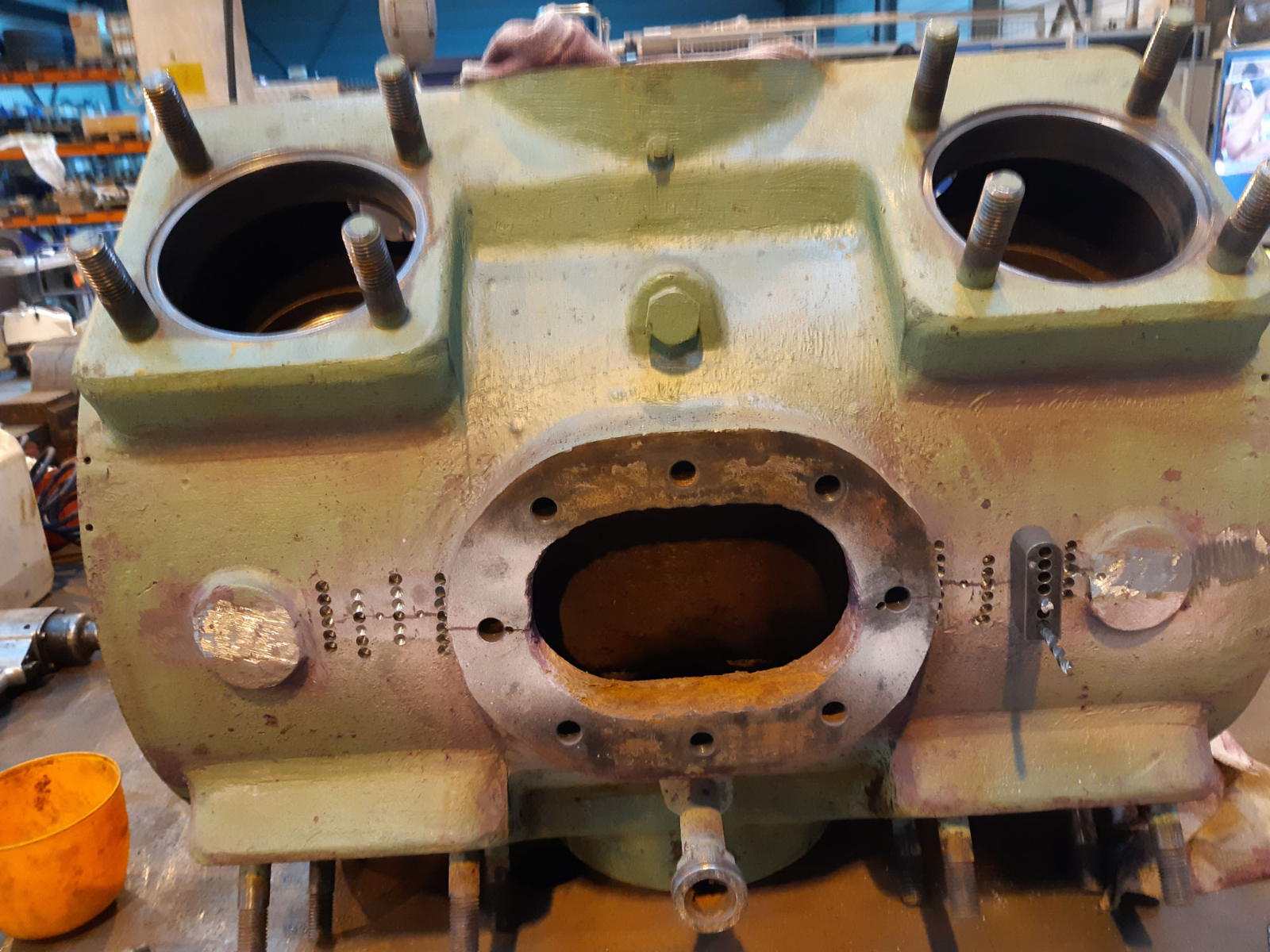
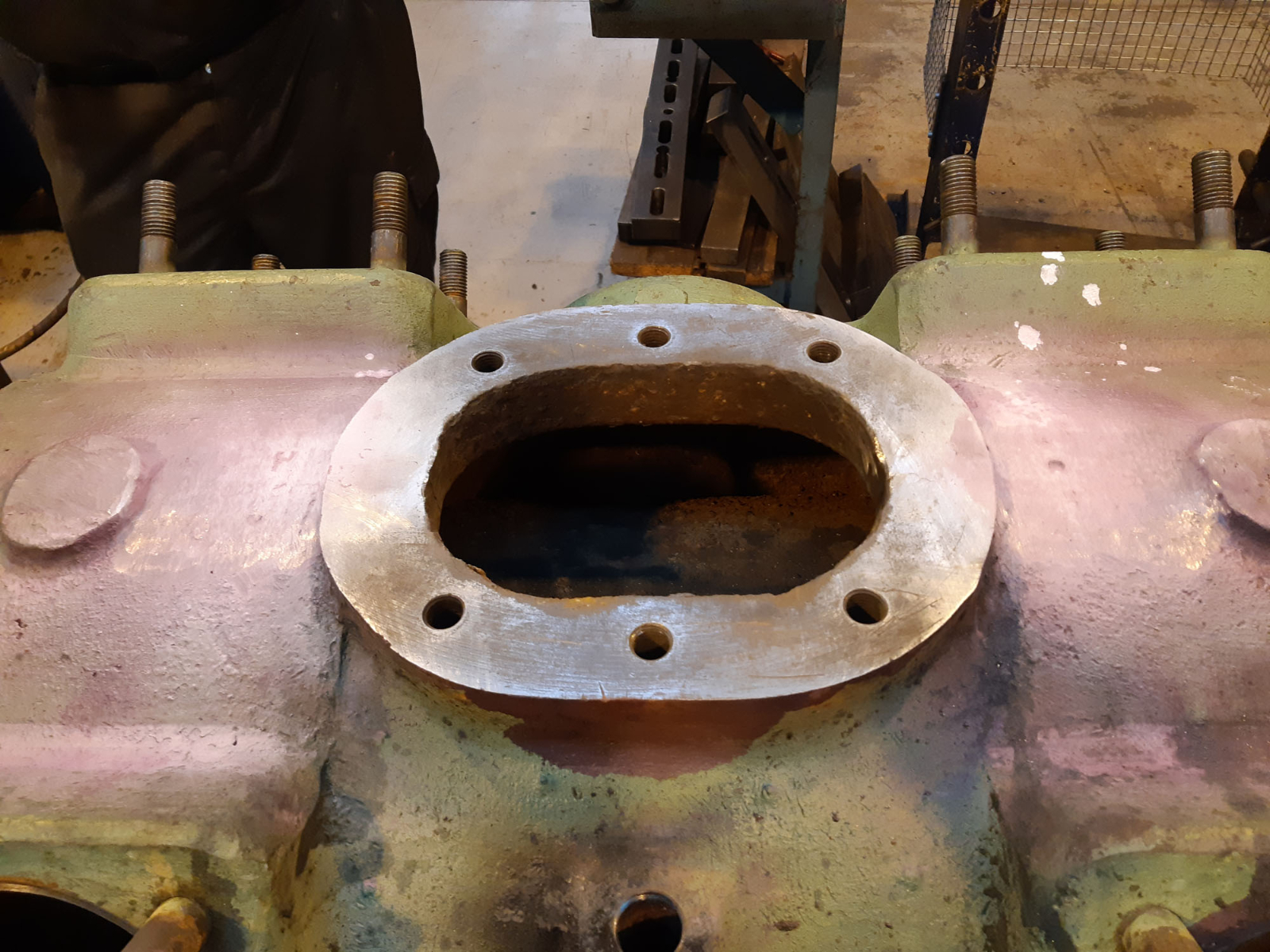
Agrafage d'une fissure sur moteur Wärtsilä 6 bars de pression travaux réalisés en Hollande

Agrafage d'une fissure sur moteur Wärtsilä 6 bars de pression travaux réalisés en Hollande 2
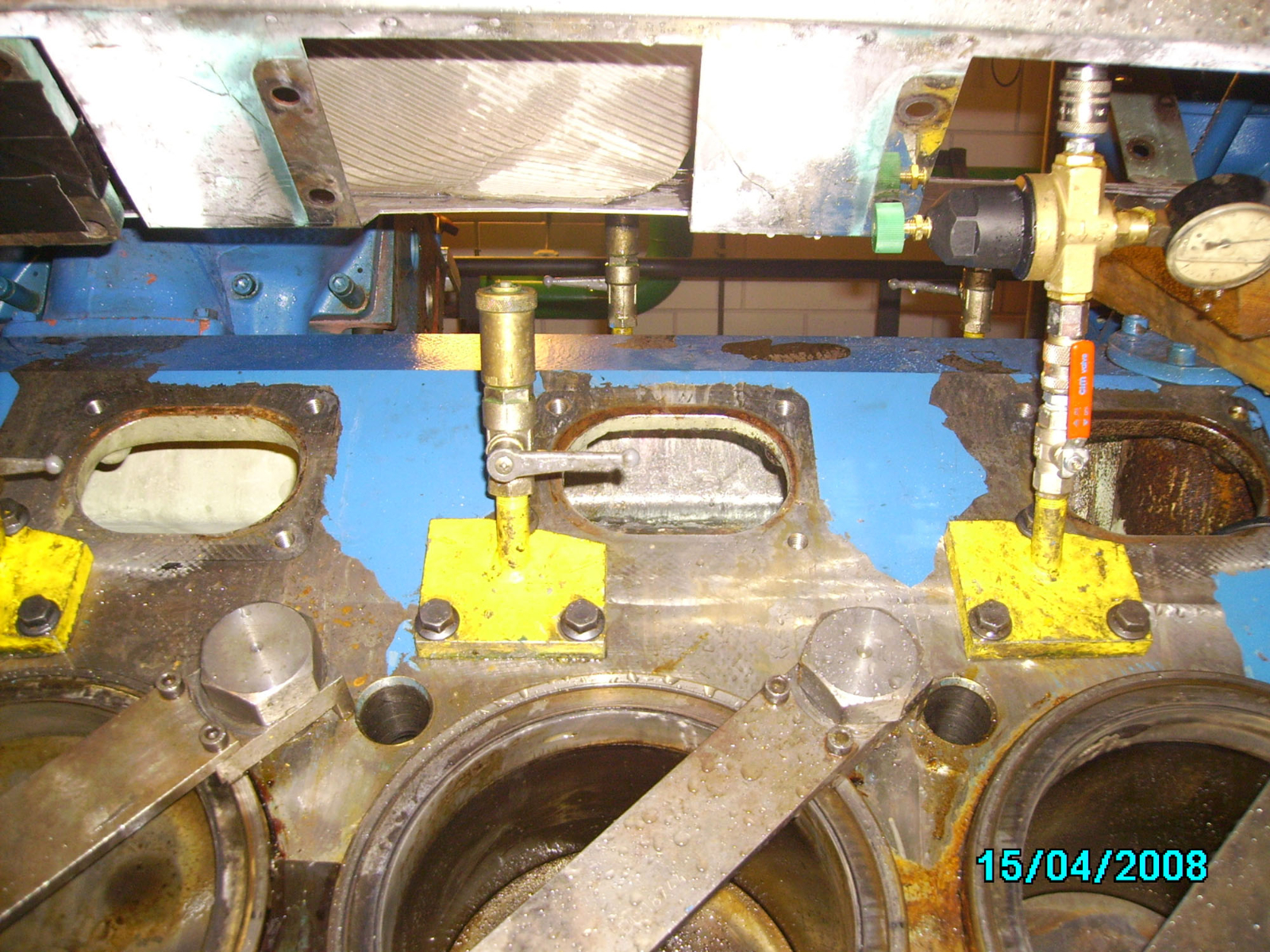
Agrafage d'une fissure sur moteur Wärtsilä 6 bars de pression travaux réalisés en Hollande 3

Agrafage metalock d'un volant de concasseur

Agrafage metalock d'un volant de concasseur 2

Agrafage metalock d'un volant de concasseur 3

Reparation compresseur par agrafage
Reparation compresseur par agrafage - 2
Reparation compresseur par agrafage - controle finale ressuage

Reparation compresseur par agrafage - finition


